
本篇文章为“氢能十解”系列专题中的第三解:氢基能源制取之谜。在“双碳”政策刺激及资金投入的推动下,绿色氢基能源制取技术将迅速发展成熟,绿氨和绿色甲醇的产量有望大幅增长。
氢气作为二次能源,需要通过能量转化过程从煤、烃类和水等物质中提取。氢气制备途径多样,根据氢气制取过程中的碳排放量不同可以分为“灰氢”、“蓝氢”和“绿氢”。
“灰氢”指通过煤炭、石油、天然气等化石能源的重整制氢,和以焦炉煤气、氯碱尾气、丙烷脱氢(PDH)等为代表的工业副产氢,生产过程中释放大量的二氧化碳,但因技术成熟且成本较低,是当前主流制氢方式;“蓝氢”是在灰氢的基础上,将CO2副产品捕获、利用和封存(CCUS),减少生产过程中的碳排放,实现低碳制氢;“绿氢”是通过可再生能源(如风电、水电、太阳能)制氢、生物质制氢等方法制得的氢气,生产过程基本不会产生二氧化碳等温室气体,保证了绿氢的生产过程零排放。
根据国际能源署(IEA)最新公开统计数据:2021年全球氢气产量约9400万吨/年,氢能产量主要来源于化石能源制氢,占比高达81%,其中天然气制氢占62%、煤制氢占19%;低碳排放制氢占比仅0.7%,电解水制氢的产量仅为3.5万吨,仅占0.04%。由于化石能源制氢可为行业引入低成本氢源,近10年天然气制氢占比较大,我国氢气年产量约为3300万吨,主要由化石能源制氢和工业副产氢构成,其中煤制氢占62%、天然气制氢占19%、工业副产氢占18%,与我国“富煤贫油少气”的能源特征相符,可再生能源制氢规模还处于起步阶段,占比很小。在双碳背景下清洁能源加快发展,电解水制氢将逐步占主导地位,未来全球氢气将逐步转化为利用可再生能源电解制氢的方式进行供给。02 绿氢制取可再生能源电解水制氢为最成熟的路径。
绿氢制取技术包括利用风电、水电、太阳能等可再生能源电解水制氢、太阳能光解水制氢及生物质制氢,其中可再生能源电解水制氢是应用最广、技术最成熟的方式。
电解水制氢
电解水制氢即通过电能将水分解为氢气与氧气的过程,该技术可以采用可再生能源电力,不会产生CO2和其他有毒有害物质的排放,从而获得真正意义上的“绿氢”。电解水制氢原料为水、过程无污染、理论转化效率高、获得的氢气纯度高,但该制氢方式需要消耗大量的电能,其中电价占总氢气成本的60%~80%。电解水制氢技术主要包括碱性电解水(ALK),质子交换膜电解水(PEM)和固体氧化物电解水(SOE)以及其他电解水技术。前三者的基本原理如下图所示。
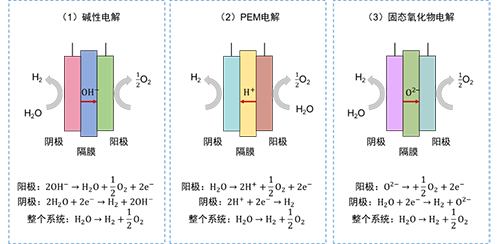
电解水制氢技术基本原理图碱性电解水(Alkaline Water Electrolysis,ALK)制氢是指在碱性电解质环境下进行电解水制氢的过程,电解质一般为30%质量浓度的KOH溶液或者26%质量浓度的NaOH溶液。较之于其他制氢技术,碱性电解水制氢可以采用非贵金属催化剂,且电解槽具有15年左右的长使用寿命,因此具有成本上的优势和竞争力。
碱性电解水制氢技术已有数十年的应用经验,在20世纪中期就实现了工业化,商业成熟度高,运行经验丰富,国内一些关键设备主要性能指标均接近于国际先进水平,单槽电解制氢量大,易适用于电网电解制氢。但是,该技术使用的电解质是强碱,具有腐蚀性且石棉隔膜不环保,具有一定的危害性,碱性电解水制氢系统主要包括碱性电解槽主体和辅助系统(BOP)。碱性电解槽主体由端压板、密封垫、极板、电板、隔膜等零部件组装而成,电解槽包括数十甚至上百个电解小室,由螺杆和端板把这些电解小室压在一起形成圆柱状或正方形,每个电解小室以相邻的2个极板为分界,包括正负双极板、阳极电极、隔膜、密封垫圈、阴极电极6个部分。
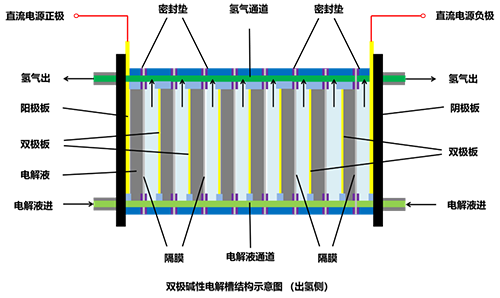
碱性电解槽结构图
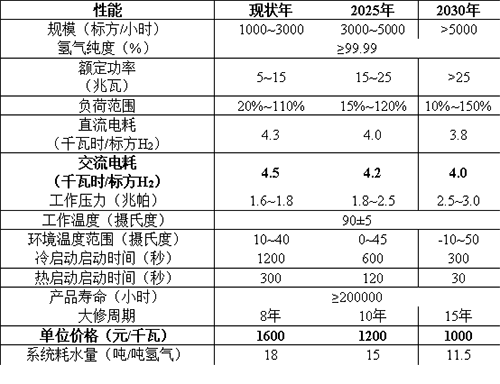
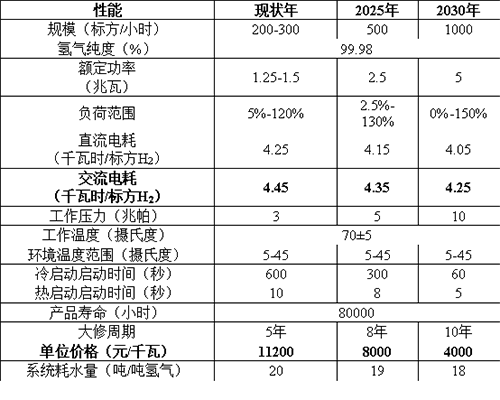
碱性电解槽主要成本构成为电解电堆组件(45%)和系统辅机(55%);电解槽成本中55%是膜片及膜组件。依据行业内多家主流厂商的数据分析,碱性电解槽的2025年及2030年的主要技术参数和投资水平如下:
碱性电解槽技术参数及展望
质子交换膜(Proton Exchange Membrane,PEM)电解水技术是指使用质子交换膜作为固体电解质替代了碱性电解槽使用的隔膜和液态电解质(30%的氢氧化钾溶液或26%氢氧化钠溶液),并使用纯水作为电解水制氢原料的制氢过程。和碱性电解水制氢技术相比,PEM电解水制氢技术具有电流密度大、氢气纯度高、响应速度快等优点,PEM电解水制氢技术工作效率更高,易于与可再生能源消纳相结合,是目前电解水制氢的理想方案。但是由于PEM电解槽需要在强酸性和高氧化性的工作环境下运行,因此设备需要使用含贵金属(铂、铱)的电催化剂和特殊膜材料,导致成本过高,使用寿命也不如碱性电解水制氢技术。目前中国的PEM电解槽发展和国外水平仍然存在一定差距,国内生产的PEM电解槽单槽最大制氢规模大约在260标方/小时,而国外生产的PEM电解槽单槽最大制氢规模可以达到500标方/小时。PEM电解水制氢系统由PEM电解槽和辅助系统(BOP)组成。PEM电解槽由质子交换膜、催化剂、气体扩散层和双极板等零部件组装而成。电解槽的最基本组成单位是电解池,一个PEM电解槽包含数十至上百个电解池。
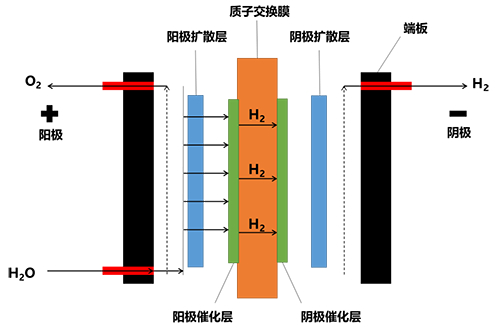
PEM电解槽结构图质子交换膜电解槽成本中45%是电解电堆、55%是系统辅机;其中电解电堆成本中53%是双极板;膜电极成本由金属Pt、金属Ir、全氯磺酸膜和制备成本四要素组成。由于PEM电解槽的质子交换膜需要150-200微米,在加工的过程中更容易发生肿胀和变形,膜的溶胀率更高,加工难度更大,主要依赖于国外产品。依据行业内多家主流厂商的数据分析,PEM电解槽的2025年及2030年的主要技术参数和投资水平如下:
PEM电解槽技术参数及展望
高温固体氧化物(Solid Oxide Electrolysis Cell,SOEC)电解水制氢技术目前还处于技术示范和系统测试阶段,包含质子-固体氧化物、氧离子-固体氧化物以及二氧化碳联合电解3种方式。SOEC使用固态陶瓷作为电解质,需要在500~1000℃的高温下反应,动力学上的优势使其可以达到或接近100%的转换效率,使用的催化剂不依赖于贵重金属。SOEC电解槽进料为水蒸气,若添加二氧化碳后,则可生成合成气(氢气和一氧化碳的混合物),再进一步生产合成燃料(如柴油、航空燃油)。因此SOEC技术有望被广泛应用于二氧化碳回收、燃料生产和化学合成品,这是欧盟近年来的研发重点。该技术制氢过程电化学性能显著提升,效率更高。但目前该技术的缺陷包括:①电极的机械性能在高温下不够稳定;②高温还会导致电解槽中玻璃—陶瓷密封材料寿命缩短;③在与波动性高、输出不稳定的可再生能源电力匹配方面,高温反应条件的升温速率也亟待突破。这些缺陷都制约着该技术的应用场景选择与大规模推广。其他的电解水技术例如阴离子交换膜(Anion Exchange Membrane,AEM)电解水技术,其与PEM的根本区别在于将膜的交换离子由质子换为氢氧根离子。氢氧根离子的相对分子质量是质子的17倍,这使得其迁移速度比质子慢得多。AEM的优势是不存在金属阳离子,不会产生碳酸盐沉淀堵塞制氢系统。AEM中使用的电极和催化剂是镍、钴、铁等非贵金属材料且产氢纯度高、气密性好、系统响应快速,与目前可再生能源发电的特性十分匹配。但AEM膜的机械稳定性不高,AEM中电极结构和催化剂动力学需要优化。AEM电解水技术处于千瓦级的发展阶段,在全球范围内,一些研究组织/机构正在积极致力于AEM水电解槽的开发,为了扩大这项技术的商业应用,仍然需要一些创新/改进。根据IEA披露的数据,截至2022年底,全球电解水制氢装机容量达700MW,ALK制氢领先,占比近60%,其次是PEM电解制氢,占比超30%,其他电解制氢方式占比较低。光解水制氢
1972年,日本学者 Fujishima A和Honda K首次报发现TiO2单晶电极光解水产生氢气的实验研究,开辟了光解水制氢的新途径,通过太阳能光解水制氢也被认为是未来制取零碳氢气的最佳途径。光解水又称为光催化分解水,可理解为一种人工光合作用。科学原理是半导体材料的光电效应——当入射光的能量大于等于半导体的能带时,光能被吸收,价带电子跃迁到导带,产生光生电子和空穴。电子和空穴迁移到材料表面,与水发生氧化还原反应,产生氧气和氢气。光分解水制氢主要包括3个过程,即光吸收、光生电荷迁移和表面氧化还原反应。
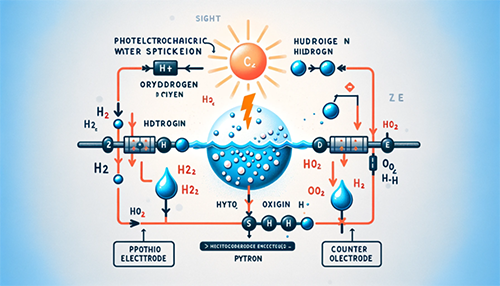
光解水制氢原理图
光解水能否工业化取决于太阳能到氢(solar-to-hydrogen, STH)能量转换效率。光解水分为三种技术路线,一是光催化分解水,利用纳米粒子悬浮体系制氢,该种方式成本较低、易于规模化放大,但STH效率偏低(约1%)。高效宽光谱响应的光催化剂、高效电荷分离策略、新型高效助催化剂以及气体分离新方法和新材料等是这一路线后续研究的关键问题;二是光电催化分解水,在一些典型的光阳极半导体材料(BiVO4和Ta3N5等)体系上STH效率已超过2.0%;三是光伏-光电耦合体系,在三种途径里STH效率最高,在多个实验体系上已超过10%以上。最新报道的利用多结GaInP/GaAs/Ge电池与Ni电催化剂耦合,其STH效率可达到22.4%,已达到工业化应用要求。但光伏电池成本(尤其是多结GaAs太阳电池)极大限制了其大面积规模化应用,因而也是当前成本最高的技术路线(约300-400元/kg)。美国能源部(DOE)围绕光催化进行了多年研究,并于2011年设定了光催化与光伏-光电耦合体系制氢的指标。中国氢能联盟研究院梳理相关文献来看,光催化与光伏-光电制氢成本、STH效率、产氢率尚未有大幅度突破,整体仍维持在2015年的水平。西安交通大学是国内最早启动太阳能光催化分解水制氢研究的团队之一,率先建立了首个直接太阳能连续流规模化制氢示范系统,系统稳定运行超过200小时,同时制定了GB/T 26915-2011《太阳能光催化分解水制氢体系的能量转化效率与量子产率计算》标准。中国科学院大连化学物理研究所李灿研究团队一直在探索太阳能制氢规模化应用的示范。该团队借鉴农场大规模种植庄稼的思路,提出并验证了基于粉末纳米颗粒光催化剂体系的太阳能规模化分解水制氢的“氢农场”(Hydrogen Farm Project, HFP)策略,STH效率超过1.8%,是目前国际上报道的基于粉末纳米颗粒光催化分解水STH效率的最高值。目前,太阳能-氢能转化过程受到诸多动力学和热力学因素限制,目前半导体材料实现的最高太阳能转换氢能效率距离实际应用要求还有很大差距。开发高效产氢光催化剂是光解水制氢技术规模化应用的核心问题,需要加强基础理论研究,促进这一领域发展。
生物质制氢
氢氮气压缩纯度合格的氮气与电解水产生的合格氢气按比例混合后(氢气:氮气=3:1),经合成气压缩机从低压(以2.2兆帕为例)逐级压缩,在末级与来自合成冷交换器的循环气体一起压缩,提升压力到14.5兆帕,送至氨合成工序。氨合成及冷凝分离氨在一个固定床的氨合成塔中合成生产,采用15兆帕设计压力下合成的工艺,两级氨冷,二次分氨,降低冷冻电耗。氨合成塔内件采用两轴两径,采用塔锅直连,废锅回收热量副产2.5兆帕的中压蒸汽。合成塔使用两级热力、中间冷却的设计,每个床都填充了1.5毫米-3毫米的铁基合成催化剂。铁基催化剂通常是由铁、铝、钾等元素制成的固体颗粒,表面有许多微孔,以增加与反应物分子的接触面积,可以加速反应速率,降低反应活化能。来自合成气压缩机的补充和循环气体在进入合成塔之前,通过进料/出料换热器与出口物进行换热,预热到约236摄氏度。进入合成塔的氨浓度约为3.8摩尔百分比。氨压缩冷冻从氨合成工序第一、二氨冷器来的不同压力等级的气氨分别进入氨压缩机入口分离器内,三级分离器出口气氨再分别进入氨压缩机对应的一至三级进口,氨压缩机出口气氨升压至1.6兆帕后进氨冷凝器冷凝,冷凝后的液氨进入液氨受槽。在液氨受槽中冷凝下来的液氨分两股,一股经氨加热器与产品液氨换热,冷却后为氨合成工序第一氨冷器提供冷量,气氨进入三段入口分离器;另一股直接进入液氨储罐。循环气经回收冷量后与氢氮气混合重新进入合成塔。典型合成氨的工艺流程如下图所示。

绿氢制绿氨工艺流程图
采用可再生能源制备绿氢的方式合成氨,生产1吨氨理论上需要消耗0.18吨氢气,而制备绿氢的成本中电费和设备投资成本占比较大,目前的绿氨综合成本在3500元/吨左右,未来绿氨综合成本主要需要随着绿氢制备成本下降而进一步下降。绿氢制绿氨所面临的较大挑战,是需考虑可再生能源供给和市场需求的波动,开发充分考虑操作安全性和过程经济性的绿氢制氨工艺,包括氨合成塔、压缩机、气体分离、换热网络等适配方案与协同控制,实现冷热电互济,提升系统灵活性,提高综合转换效率。国内大型合成氨工业中如大型空分等可采用国内成熟的技术,低压合成氨技术亦步入国际先进水平,建成诸多大型合成氨基地,涌现了云天化、湖北宜化、华鲁恒升等一大批具有较高技术水平、较大生产规模的企业。在双碳政策背景下,利用可再生能源合成绿氨已经得到了快速发展,目前已大致形成了三代合成氨技术,第一代为传统的哈伯法合成氨技术,第二代为低温低压合成氨技术,第三代则为多种技术路线并进,主要包含有:直接电催化合成氨,等离子体结合催化剂合成氨和低温常压合成氨。例如,中科院大连化物所陈萍团队在Nature Catal.发表了最新研究,利用三元Ru络合氢化物在300摄氏度和常压条件下合成氨。另外,韩国机械与材料研究所利用低温等离子体直接利用水和氮气合成氨,氨体积浓度达到了0.84%,产氨率达到了120微摩尔/秒。总体来看,国内的可再生能源合成氨技术与国外相比,基本上可以达到并驾齐驱。04 绿醇制取技术多元待产业化验证甲醇是氢应用的另一大途径之一。甲醇作为一种基本的有机化工原料,用途十分广泛。甲醇可以用于合成纤维、甲醛、塑料、医药、农药、染料、合成蛋白质等化工产品,也可以用作甲醇燃料电池(DMFC)和甲醇发动机的液体燃料。甲醇还可以通过裂解释放出氢气,从而成为氢气储运的载体。关于绿色甲醇的定义,目前全球没有统一明确的说法。国际可再生能源署指出,绿色甲醇需要原料来源全部符合可再生能源标准。目前绿色甲醇主要有两种生产途径:一种是生物质甲醇,利用生物基原料生产;另一是绿电制甲醇。
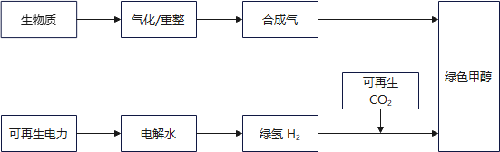
绿甲醇制取途径图
生物质制绿甲醇我国拥有丰富的生物质资源,如秸秆、稻草、木屑、木片、玉米芯、稻壳等,通过热化学转化和生物转化等方式,被高效转化为液体燃料甲醇,这不仅是实现生物质资源绿色发展的途径,同时也是替代传统化石能源的有效手段。生物质制甲醇主要有两种途径:一是采用生物质气化-合成气的途径,二是生物质发酵制甲烷再制甲醇。其中,生物质气化技术具备可持续生产绿色甲醇的潜力。
生物质气化制甲醇
包含生物质气化和合成气制甲醇两个部分,首先是生物质气化形成富碳合成气,再经气体重整合成甲醇。其中,生物质气化技术是将生物质转化成高质量合成气的最具前景的关键工艺之一,合成气制甲醇的技术原理跟煤制甲醇类似,至今已有80年历史,工艺路线已经成熟稳定。生物质气化属于非常复杂的热化学反应过程,通常包含干燥、热解、氧化和还原4个过程。将生物质原料进行预处理后进入气化炉,在热量的作用下,析出表面水分,在200~300℃时为主要干燥阶段。当温度升高到300℃以上时开始进行热解反应。在300~400℃时,生物质就可以释放出70%左右的挥发组份,热解反应析出挥发份主要包括水蒸气、氢气、一氧化碳、甲烷、焦油及其他碳氢化合物。氧化过程主要是从生物质热解中产生的一些可燃气体和物质在有限O2状态下发生燃烧和部分燃烧反应,主要为C和H氧化,均为放热反应,并为生物质干燥和热解提供能量,温度快速上升至1000℃以上,该过程一般在1000~1500℃温度下进行。还原过程较复杂,包括热解和氧化2个过程,气体混合物与焦炭相互作用,形成了最终合成气,有吸热也有放热反应,一般在600~1000℃下进行。此外还包含焦油重整,即从大分子焦油形成小分子碳氢化合物的一个过程,去除焦油防止催化剂失活,以获得具有合适甲醇合成特性的合成气。国内生物质气化技术研究侧重于气化技术、装备及原理等三个关键方面。关键设备包括生物质气化炉、蒸汽变换室以及甲醇合成器。关键因素为生物质气化当量比、蒸汽变换温度、氢循环比等。生物质发酵制甲醇,是利用微生物将生物质厌氧发酵产生沼气,通过甲烷转化成氢气与二氧化碳合成甲醇,或将其中的二氧化碳分离,加氢重整,也可合成生物甲醇。受限于生物质气化技术,目前暂未实现大规模化工业应用。
绿电制甲醇
绿电制甲醇主要以CO2为原料,其技术路线分为:绿电制绿氢耦合CO2制甲醇;CO2电催化还原制甲醇。其中,CO2电催化还原制甲醇工业化尚存一些关键性挑战,相比之下CO2加氢制甲醇被证明是最具可实施性和规模化的路线。
甲醇分子结构简单,利用二氧化碳制备甲醇,可以依托现有的化工体系来实现,二氧化碳加氢合成甲醇是实现二氧化碳资源化利用的重要途径之一,也是解决温室效应、发展绿色能源和实现经济可持续发展的现实选择,对CCUS产业链条的发展具有的重要支撑作用。
利用绿氢和可再生二氧化碳合成绿色甲醇,要求使用“可再生二氧化碳”,即来自于生物质能产生或从空气捕集的二氧化碳。绿氢与可再生二氧化碳经过高温高压合成绿色甲醇,尽管后续甲醇燃烧时还会产生二氧化碳,但是由于这些碳排放是经过循环捕集来的,所以全生命周期绿色甲醇的碳排放为零。
国内外对二氧化碳加氢制甲醇开展了大量的研究,其原理为二氧化碳和氢气在催化剂表面吸附,逐步转化为气态的甲醇。其中所使用的催化剂多为铜基Cu-Zn-Al体系催化剂。
二氧化碳加氢制甲醇工艺流程主要分为三个部分:氢气制备、二氧化碳捕集、甲醇合成和精馏。氢气采用电解水产生的绿氢;二氧化碳多通过溶剂吸收法、变压吸附法、膜分离法、液化分离法等方法来捕集分离化工、炼钢等过程产生的二氧化碳;H2与CO2按照摩尔比3:1混合成合成气,经压缩机加压到一定压力进入甲醇反应器,较高的温度压力条件下,通过高选择性催化剂的作用,反应生成粗甲醇(甲醇和水的混合物),最终通过精馏分离得到纯度较高的甲醇产物。
二氧化碳催化加氢制甲醇的研究重点包括催化剂制备和工艺路线设计。催化剂主要有铜基催化剂、钯基催化剂、铟基催化剂和氧化物固溶体催化剂等类型。
其中铜基催化剂因其制备简便、原料经济,已实现工业化且应用最为广泛。工艺路线主要根据不同的催化剂体系而发展,国内基于不同催化剂已形成多条工艺路线,并建成多个示范装置。中国科学院上海高等研究院和海洋石油富岛公司完成了5000吨/年的二氧化碳加氢制甲醇示范装置;
中国科学院大连化学物理研究在兰州新区绿色化工院建成千吨级液态太阳燃料合成示范工程,后续将继续开展10万吨级的液态阳光工业化示范项目;西南化工研究设计院有限公司与鲁西化工集团公司研发了,并建设投产了5000吨/年的甲醇生产试验中试装置;国外冰岛碳循环国际公司(CRI)是将CO2直接制甲醇过程商业化的领导者,在冰岛建成世界上第一座二氧化碳加氢制甲醇装置已实现商业运行,示范工厂甲醇产能4000吨/年,据称其具备5万~10万吨/年的技术推广能力。
吉利自2005年开始研究甲醇汽车和甲醇发动机。目前掌握了甲醇燃料对汽车和发动机的相关影响机理,通过对甲醇的腐蚀性、溶胀性、清净性等特性的研究分析,成功地解决了甲醇汽车的耐醇、耐久性能等行业难题,形成专利200余件,甲醇汽车累计销量超3万辆,最高里程数超120万公里,累计行驶近100亿公里。
目前二氧化碳加氢制甲醇技术路线已经打通,已经实现中试示范,接下来还需对技术做进一步改进,解决产业化问题,行业将聚焦于开发低能耗、高稳定性的电解水催化剂,开发高活性、高选择性、高稳定性二氧化碳加氢制甲醇的催化剂等方面。
CO2加氢制甲醇工艺技术结合了可再生能源电解水制氢技术和二氧化碳资源化利用,可实现二氧化碳减排的同时又生产出用途广泛的绿色甲醇,实现了可再生能源到绿色液体燃料甲醇生产的全新途径。随着技术的进步,光伏板、电解水槽等关键设备成本将逐步降低,催化剂的性能也进一步提升,绿色甲醇产业必将迎来更加广阔的发展前景。
05 绿色氢基能源发展空间无限
氨与甲醇除了作为基础化工产品外,还可以作为新型燃料和氢气载体,可作为风电和太阳能等可再生能源就地消纳的有效解决方案。虽然当前绿氨和绿甲醇的生产成本高于传统合成氨和甲醇,但在“双碳”政策刺激及资金投入的推动下,绿色氢基能源制取技术将迅速发展成熟,绿氨和绿色甲醇的产量有望大幅增长,未来的发展前景将非常广阔,将有潜力成为未来替代传统化石能源的主要形式。我们相信,绿色氢基能源发展之路虽然道长且阻,但行则将至。只要我们行而不辍,行业的未来定会无比光明。


